- 欢迎来到 浩特工业!
- 010-5957 6240 028-8331 1885
- william.lai@hot-mining.com | kira.zhang@hot-mining.com
-


AI重塑矿物加工:从智能分选到全流程优化的技术革命
谁是浩特?请参考下图


在"双碳"目标与智能制造深度融合的背景下,AI技术正以前所未有的速度和深度重塑矿物加工行业。从选煤厂到金属选矿车间,从传统的人工分选到智能化的全流程控制,AI正打破行业长期面临的效率低下、资源浪费、环境污染等痛点,推动矿业向"安全、高效、绿色"的新质生产力方向转型。本文将深入分析AI在选煤、金属选矿领域的技术突破与实际应用,揭示这一变革背后的创新逻辑与经济价值。
AI在矿物加工领域的应用已从单一环节的智能分选,发展为覆盖"探、采、选、冶"全链条的智能化解决方案。根据技术实现路径与应用场景,可将当前AI矿物加工技术分为三大架构:感知层技术、算法层技术和决策控制层技术,共同构成了一个闭环的智能系统。
X射线透射(XRT)与X射线荧光(XRF)技术是当前AI矿物加工的两大核心技术,分别解决了矿石密度识别与成分分析的难题。
XRT技术基于矿石对X射线的衰减差异,能够快速识别矿石密度和粒度分布,实现毫米级至微米级的精准分选。
XRF技术则通过分析矿石元素的特征X射线光谱,实现成分的精准识别,精度可达ppm级。例如,美腾科技的XRT智能光电分选机结合XRF技术,成功解决了"同重异质复杂矿石"的识别难题,实现了对低品位矿石的高效回收。
多光谱与高光谱成像技术在矿物识别中也展现出独特优势。海南矿业石碌铁矿的AI智能光电分选项目采用"光谱扫描—轨迹识别—精准喷选"全流程智能分选体系,通过光谱扫描建模,生产中实时识别矿石运输轨迹,实现毫秒级精准喷选,将跳汰尾矿中的有价矿块"变废为宝"。该技术填补了国内铁矿石智能分选领域的技术空白,获得国家发明专利。
深度学习算法在矿物分选中扮演着核心角色,其中YOLO系列算法和CNN(卷积神经网络)在视觉识别领域表现突出。
华锡有色高峰公司巴里选矿厂采用基于YOLOv11实时图像识别的摇床智能接矿系统,通过高清摄像机实时捕捉矿带变化,AI模型精准分析并瞬间转化为控制指令,驱动接矿盘毫米级精准移动,实现锡精矿接矿的实时调控。系统调试数据显示,其调控精度与稳定性已与优秀人工操作的水平基本一致。该系统通过强化学习算法不断优化识别精度和调控策略,实现了从"人工经验"到"AI智能"的跨越。

AI大模型技术的出现,为矿物加工行业带来了质的飞跃。

自适应控制算法在工艺优化中发挥着重要作用。山西某煤矿的颚式破碎机旁安装的"AI破碎控制器"通过振动传感器监测矿石硬度,皮带秤计算给矿量,AI算法实时调整破碎机的啮角和转速。该系统能提前3分钟预测卡机风险,自动降低给矿速度,使停机次数从每月约10次锐减至每月1次,破碎后矿石粒度合格率从80%提升至95%。
AI预测性维护技术通过机器学习分析设备传感器数据,预测关键部件失效时间,减少非计划停机。山西晋能控股的"智能选煤厂"AI系统能提前7天预测破碎机轴承磨损,避免生产中断。

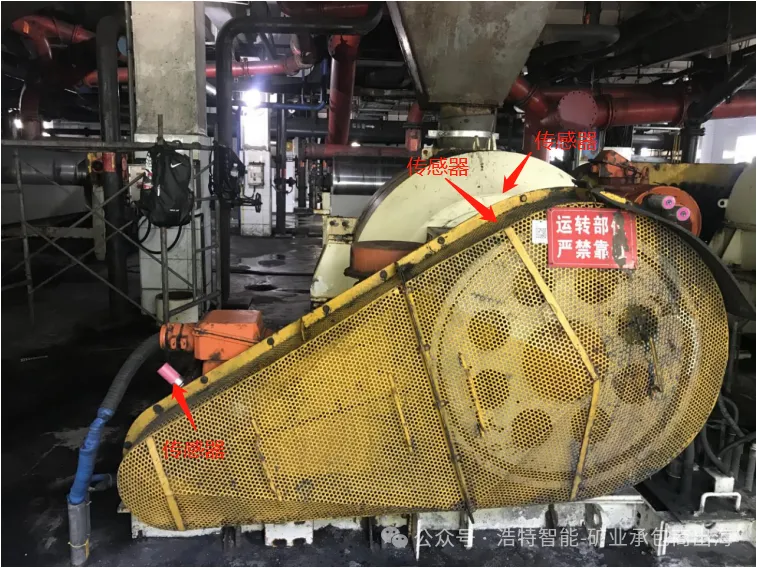
图:浩特公司预测性维护系统的传感器在选煤厂设备的应用
全流程AI控制系统整合各环节数据,构建"数字孪生车间",实现从"单点智能"到"全域协同"的转变。该系统能识别分选效率下降是因破碎机粒度不均还是浮选药剂配比失衡,并精准定位问题根源;能根据市场精煤价格波动自动调整分选策略;能结合环保政策要求动态调整工艺参数,平衡经济效益与环保需求。
自主移动设备与机器人技术使危险岗位实现机器人替代,固定岗位无人值守与远程监控成为可能。在南丹关键金属产业,铜坑矿业通过引入AI、5G通信、大数据等现代信息技术,构建了各系统智能化决策与自动化协同运行的新模式,显著提升了生产效率,降低了生产成本。
选煤厂应用AI技术最成熟的环节是筛分与分选。智能筛分系统通过3D雷达和视频识别技术精准监测筛面布料,实现了对筛分过程的实时调控。例如,国家能源神东煤炭集团上湾选煤厂的智能筛分系统通过3D雷达扫描构建煤流三维模型,动态感知物料堆积状态;结合视频智能分析识别煤粒分布密度,自动匹配最优筛分参数。这一变革使操作人员从"弯腰巡检"转变为"远程监控",大幅降低了劳动强度。
智能分选技术则实现了精煤纯度的精准控制。上湾选煤厂的智能分选系统通过算法动态优化液体密度,实现精煤的高效分选。该系统能识别精煤纯度波动,自动调整分选参数,确保精煤质量稳定。实践表明,该技术使精煤回收率提高0.5%,产品合格率保持在100%,吨煤效益从600吨/工时提升至1000吨/工时,生产效率显著提升。

浮选是选煤工艺中的关键环节,传统浮选依赖人工经验调整给药量,难以实现精准控制。AI浮选控制系统通过传感器实时采集矿浆浓度、pH值、泡沫稳定性等200+参数,AI算法动态调整药剂添加量,实现了浮选过程的稳定控制。
山东能源集团在煤泥水浓缩池部署的重介选煤工艺AI预测系统,通过标准化的工艺参数库,可适配不同煤种的洗选需求,自动调用对应的重介加药比例、浅槽密度参数。该系统在提升选煤质量的同时,将产量提升0.2%。"别小看0.2%的产量提升,一个煤矿年加工量超过230万吨,这意味着每年可以多产约5000吨精煤。"技术负责人表示。通过AI技术,选煤厂实现了煤泥水零排放,煤矸石和废水循环利用,环境污染大幅降低。

矿浆输送智能调度系统通过压力传感器监测管道堵塞风险,流量计计算最优流速,AI系统能根据下游分选车间的需求调整矿浆浓度。云南某铜矿应用后,管道堵塞事故减少60%,矿浆输送效率提升25%,每年节省管道维护费用超500万元。
智能脱水优化系统通过红外湿度仪实时监测矿石水分,结合环境温度、风速等数据,动态调整烘干温度和时间。内蒙古某稀土矿应用该系统后,吨矿能耗降低18%,脱水后矿石含水率稳定在2%以下,远低于人工操作的4.5%(人工操作误差达1.5%)。
在金属选矿领域,视觉AI与高光谱/X射线检测技术的结合,实现了对矿石成分的精准识别。例如,海南矿业石碌铁矿的AI智能光电分选项目,通过"光谱扫描—轨迹识别—精准喷选"全流程智能分选体系,成功从跳汰尾矿中回收TFe≥38%的预选精矿,将低品位铁矿"变废为宝"。该项目2025年累计处理原矿67.26万吨,产出预选精矿8.05万吨,直接创效近400万元。
XRT智能分选技术在金属矿领域取得了显著成效。在赞比亚铜矿项目中,运用该设备将原矿品位0.26%提升至精矿1.2%,年处理量达200万吨,回本周期普遍少于一年。在智利案例中,其XRT分选机处理粒度达+100-120mm,处理能力达120t/h,远高于传统设备的20t/h,大幅提高了分选效率。

华锡有色的AI摇床接矿系统是金属选矿领域的一项重大创新。该系统基于YOLOv11实时图像识别技术,解决了困扰选矿厂多年的人工接矿难题。巴里选矿厂81台摇床每班仅由4名操作工负责巡检与调节,生产指标受人为因素影响较大,精矿品位和回收率波动明显。
AI摇床接矿系统通过高清摄像机实时捕捉矿带变化,AI模型精准分析并瞬间转化为控制指令,驱动接矿盘毫米级精准移动,实现锡精矿接矿的实时调控。系统调试数据显示,其调控精度与稳定性已与优秀人工操作的水平基本一致。该系统不仅大幅减轻了劳动强度,更关键的是提升了关键技术指标,预计每年可节约成本达千万元。
中铝"坤安"大模型在铅锌矿浮选工艺优化中展现出强大能力。该模型通过融合多模态数据,实现了对浮选过程中9种药剂的自动输送和精确控制。AI系统能挖掘历史数据中的规律和模式,识别出仅凭人工难以察觉的变化,结合专家经验,自动预测并调整加药量,减少人工干预。
例如,在金鼎锌业的案例中,中铝集团联合昆明冶金研究院、云南驰宏锌锗等单位,通过引入AI技术优化浮选工艺,在原矿品位低至5%的严苛条件下,成功抛出15%、含锌品位1.5%的废石,将入选矿石品位提升至6%。通过持续优化调整工业试验参数,最终建成日产1000吨的工业试验线,产出锌品位28.69%的精矿,比国际先进水平高出3个百分点。

精矿品位提升是AI矿物加工最直接的经济效益。海南矿业石碌铁矿AI智能光电分选项目将原矿品位从38%提升至精矿品位,年产出铁精粉约3万吨,直接创效近400万元。华锡有色巴里选矿厂的AI摇床接矿系统,预计每年可提高主金属回收率1-2个百分点,创造经济效益约1000万元。
产量增加也是AI技术带来的显著效益。必和必拓在西澳铁矿业务中部署的计算机视觉解决方案,利用摄像头和机器学习模型实时识别异常岩块,帮助公司释放近100万吨的额外年度铁矿石产量,价值接近5000万美元。该系统已接入公司过程控制系统,可帮助团队在超大岩块或异物造成安全风险、设备损坏或计划外停机前将其移除。
能耗降低是AI矿物加工的另一大优势。内蒙古稀土矿的AI脱水优化系统通过红外湿度仪实时监测矿石水分,结合环境温度、风速等数据,动态调整烘干温度和时间,使吨矿能耗降低18%,脱水后矿石含水率稳定在2%以下,远低于人工操作的4.5%。
资源利用效率提升减少了无用功和药剂消耗。XRT分选机实现了废石的高效抛除,在赞比亚铜矿项目中,原矿品位0.26%提升至精矿1.2%,年处理量达200万吨,回本周期普遍少于一年。在兰坪铅锌矿项目中,精矿品位稳定在15%左右,尾矿品位稳定在2%左右,抛废率稳定在70%左右,大幅减少了低品位矿石深加工的成本支出。

AI分选设备的投资成本因技术路线和处理能力不同而有所差异。如XRT分选机在赞比亚铜矿项目中,单台设备的投资约1800万元,但回本周期普遍少于一年,投资回报率高达50%以上。在兰坪铅锌矿项目中,该设备的抛废率达到70%,年处理量达100万吨,创造了显著的经济效益。
运营成本降低也是AI矿物加工的重要优势。传统选矿依赖人工手选或高耗水湿法工艺,不仅效率低下,还面临环境污染问题。AI技术实现了干法分选,无需用水,大幅减少了后续磨矿、浮选环节的无用功和药剂消耗,同时降低了环保成本。
无人车间普及
无人车间普及是AI矿物加工的未来趋势之一。根据行业预测,未来5-10年内,矿物加工的"无人车间"将全面普及,从分选到脱水,90%的操作将由AI机器人完成,工人仅负责系统监控和异常处理。这种转变将大幅降低人工成本,提高生产安全,同时提升产品质量稳定性。
远程操控与数字孪生技术将进一步推动无人车间的发展。军芃科技的智能矿石分拣技术实现了单机拣选全过程的智能化控制和远程操控、远程故障诊断、远程系统升级,使操作人员可以在控制中心远程监控和管理整个分选过程,大幅降低了现场作业风险。
"零浪费"加工是AI矿物加工的另一个重要趋势。通过AI大模型对矿石成分的深度学习,系统可以为每一块矿石制定最优的分选和处理策略,实现"一粒一策",资源回收率逼近理论极限。例如,中铝"坤安"大模型能够精准识别矿石中的有用成分和废石,自动调整分选参数,最大化资源回收率,最小化资源浪费。
尾矿资源化利用将成为AI矿物加工的重要应用场景。通过AI技术对尾矿成分的精准识别和分选,可以实现尾矿中有价金属的高效回收,延长尾矿库使用年限,减少环境污染。例如,海南矿业石碌铁矿的AI智能光电分选项目就成功实现了对跳汰尾矿中有价矿块的高效回收。
"绿色智能"融合是AI矿物加工的第三个重要趋势。通过将碳排放、污水排放等环保指标纳入AI决策模型,系统可以主动优化工艺参数,减少环境污染,推动矿物加工从"被动治污"到"主动减污"的转变。
例如,山东能源集团的煤泥水浓缩池AI预测系统实现了煤泥水零排放,煤矸石和废水循环利用,环境污染大幅降低。同时,系统通过优化工艺参数,减少了药剂使用量,降低了环境风险。
新能源金属回收将成为AI矿物加工的重要应用场景。随着新能源汽车和储能产业的快速发展,锂、钴、镍等关键金属的回收需求激增。AI技术可以精准识别和分选废旧电池中的有价金属,提高回收率,降低成本,实现资源的高效循环利用。
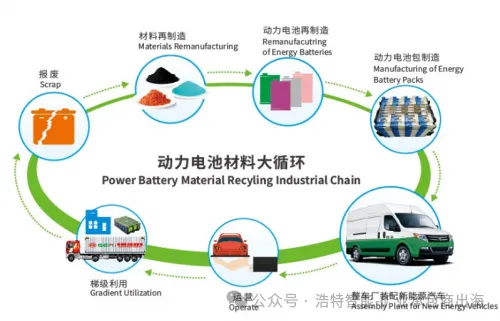
例如,格林美公司的退役动力电池智能化拆解产线通过AI技术实现了锂的回收率突破96.5%,镍钴回收率超过99.5%,大幅提高了资源回收效率。
全球化应用是AI矿物加工的重要发展方向。随着中国AI技术的成熟和成本降低,越来越多的国际矿业公司开始采用中国AI矿物加工技术。例如,美腾科技等公司的产品已远销哥伦比亚、摩洛哥、土耳其、赞比亚、蒙古、印尼、玻利维亚、哈萨克斯坦等国家与地区,服务紫金矿业、中国五矿、中国铝业、中国有色、山东黄金、国家能源集团、陕煤集团等大型矿业集团。
"技术换资源"模式正在AI矿物加工领域兴起。深脉控股选择了与国际矿业巨头KoBold Metals相似的"AI业主"模式,公司在全球7个核心矿区布局权益矿权,总估值超过100亿元。通过提供先进的AI矿物加工技术,换取矿区的资源权益,实现互利共赢。
AI技术正以前所未有的速度和深度重塑矿物加工行业。从视觉识别到智能分选,从工艺参数优化到预测性维护,从单点智能到全流程协同,AI技术的应用范围不断扩大,技术深度不断提升。这一变革不仅解决了行业长期面临的效率低下、资源浪费、环境污染等痛点,更创造了可观的经济效益,推动矿业向"安全、高效、绿色"的新质生产力方向转型。
在选煤领域,AI技术实现了筛分、分选、浮选、运输和脱水等环节的智能化,提高了精煤回收率,降低了吨煤能耗,减少了环境污染。在金属选矿领域,AI技术通过视觉识别、高光谱/X射线检测和智能算法优化,实现了对复杂矿石的精准分选和高效处理,提高了金属回收率,降低了资源浪费。
未来,AI矿物加工将向"无人车间"普及、"零浪费"加工、"绿色智能"融合和全球化应用等方向发展。随着AI大模型技术的成熟和成本降低,矿物加工行业将迎来新一轮的技术革命和产业变革,从"高危"转为"高智",为全球矿业智能化提供中国方案。

AI不是"抢饭碗",而是"造金饭碗"。某选煤厂引入AI系统后,虽然减少了20名分选工人,却新增了30个"AI运维岗"(负责系统调试、模型优化)和10个"数据分析师"(解读加工数据)。正如车间主任所说:"AI淘汰的是'重复劳动',留下的是'技术价值'——未来的矿物加工工人,必须懂AI、会建模、能调参。"
这场变革,终将让矿物加工从"粗放工业"升级为"精密科技",让每一粒矿石都释放最大价值。当AI写入矿物加工的代码,我们看到的不是"黑煤"的褪色,而是"智慧金"的诞生。

LIBS技术,即激光诱导击穿光谱技术,是一种新型的、先进的原子光谱分析技术。它利用激光脉冲将样品激发,样品中原子分子产生的等离子体发生不连续跃迁时辐射出的原子光谱线进行元素分析。





















X
欢迎来到浩沃特!